

如何减少无铅阵列封装中的空洞?
无铅合金,的表面张力大于锡铅焊锡膏。一旦形成气泡,表面张力会阻碍气泡从焊点向外逃逸。正因为如此,减少气泡最有效的办法是尽量避免气泡产生。对工艺和材料进行优化,可以有效地防止气泡产生。下面的分析说明,不管使用哪一种焊膏,只要选好温度曲线和焊盘的表面处理,就可以得到最理想的结果。为了避免其他因素的影响,只选择了N和W两种焊膏。通过实验确定每种材料的最优温度曲线和焊盘表面处理。
实验
这项研究包含两个阶段。在第一阶段(W焊膏),选择一块0.062英寸厚、6 × 4平方英寸大的标准测试电路板。使用间距为1.2 mm、256个输入/输出的BGA,这是用仿真芯片和SAC合金球脚做的仿真元件。有时,可以用实际的电路板和元件,但是成本很高,不切合实际。在选择食眼见时,尽量使用相同的元件尺寸和间距。用于印刷焊锡膏的是150 μm厚的不锈钢模板,孔是圆的,孔和焊盘比值为1:1。在实验中使用了四种焊盘表面处理:浸银(ImmAg)、浸锡(ImmSn)、铜(Cu)和化学镀镍浸金(ENIG)。然后从三种再流焊温度曲线中选取一条温度曲线对电路板进行再流焊。
电路板在再流焊后,用X射线进行分析。
第二阶段(焊膏N)比第一阶段简单,它使用尺寸较小、有132个输入/输出的芯片级封装(CSP),用SAC球脚,贴装在测试电路板上。只用一个包含预热的温度曲线,使用预热温度较低的温度曲线和温度线性上升的温度曲线。然后再用X射线系统來分析整块电路板。
实验结果
在分析焊锡膏形成气泡的性能时,要考虑两个因素:气泡的尺寸分布和气泡总数。许多小气泡对可靠性的影响远低于一个大气泡。对记录数据进行了分析,得到不同表面涂层和温度曲线的气泡尺寸分布和气泡总数。用简单的统计方法来确定,看起来很明确的差别从统计的角度讲是否非常大。对于W焊膏,焊盘使用不同的表面涂层、用不同的温度曲线时气泡尺寸的分布。检查数据说明,在不同焊盘上、用三种温度曲线时,气泡尺寸分布存在根本性的差别。除铜焊盘外,用线性温度曲线时,产生的气泡比较小,大气泡就较少。把线性温度曲线用于铜焊盘时,所有尺寸的气泡都比较少。对于两条包含预热区的温度曲线,气泡分布曲线非常接近,拖着长长的尾巴,一个气泡的体积达到球脚体积的十分之一。一般说来,用预热温度高的温度曲线时,所有尺寸的气泡比用预热温度低的温度曲线所产生的气泡多。不过,气泡尺寸的分布曲线不能说明焊点中的气泡总数,不能对不同的温度曲线进行比较,应该看看气泡总数。
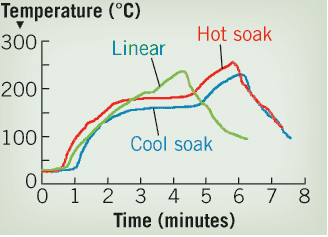
图1 用于研究气泡的再流焊温度曲线。
气泡尺寸的分布曲线非常接近,但是把气泡数据汇总起来得到每个焊点的气泡总数,就可以看出焊锡膏N和焊锡膏W在不同的温度曲线下的差别(图2a和b)。实验表明,对于焊锡膏W,用不同炉温曲线的统计结果是不同的,对于焊锡膏N,线性炉温曲线和预热温度底的炉温曲线的统计结果差别也非常大。对于焊锡膏W,数据表明,气泡增多是与未进入熔化阶段时温度的升高有关。而焊锡膏N则相反。这充分地说明每一种焊锡膏都有自己的特点,需要区别对待。对于焊锡膏W,气泡增多与炉温曲线预热温度升高的有关,这说明,在预热阶段,粉末表面的氧化程度增大。由于微粒表面的氧化程度上升,把活性剂用完了;在焊锡膏的温度达到熔化温度时已经没有活性剂可以用来减小金属的表面张力,因而在凝结时蒸汽跑不掉。焊錫膏N则不同,很可能是由于温度升高,使得挥发性材料挥发掉,同时(或者是)在达到或者超过焊料熔化温度时,材料变得不稳定,产生反应,因而气泡減少。
图2 a是用不同的炉温曲线时,焊锡膏W的<气泡总数。图2 b是用不同的炉温曲线时,焊锡膏N的气泡总数。
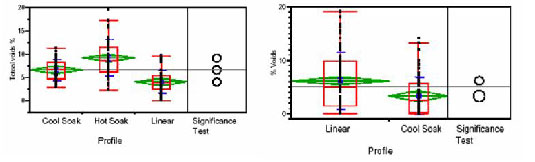
图3 a是焊盘用不同的表面处理时,焊锡膏W的气泡总数。
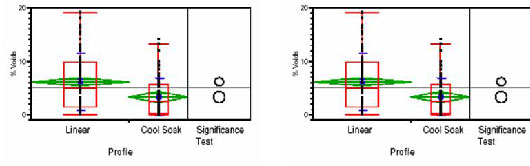
图3 b是焊盘用不同的表面处理时,焊锡膏N的气泡总数。在焊盘表面处理方面,对气泡总数的数据分析说明,它与表面处理有关--小一些,但是从统计数据看是明显的。用W焊锡膏的焊盘表面处理分成两组:一组是浸锡和ENIG,一组是浸银和铜。浸锡和ENIG相差不多,它们产生的气泡总数比浸银和铜少──浸银和铜也相差不多。对于N焊锡膏,在ENIG/铜表面涂层上也可以看到同样的效果,这说明可能与焊盘表面涂层的化学性质关系大些,而焊锡膏与助焊剂的相互作用的影响小些。不同焊盘表面涂层的湿润能力也会对结果产生影响。
再流焊温度曲线对气泡大小和数量的影响是最大的,最理想的温度曲线与使用的助焊剂有关。需要充分了解各种助焊剂是如何随着温度曲线的变化而变化的,要进行进一步的研究来改善助焊剂的化学性质、生产出更耐用、能够承受温度曲线变化而且气泡总数比较低的材料。